Roll Over Frame
The roll over frame is a very straightforward design of bolted square aluminum tubing. I considered making it out of wood and welded steel but opted for aluminum when weight was considered. The layout of the truss and all of the fittings is shown in the drawings. The fittings themselves are made from .032 2024-T3 aluminum sheet. Each fitting has an opposite hand part. The flat patterns are the same, the difference being the bend direction. I like to lay out a single piece first. I will leave the protective plastic on the aluminum and cut out two identical blanks slightly oversize. Cover one blank with masking tape and lay out the fitting profile and bend center line from the drawings. Cut out a block of wood or MDH board exactly the same size as the raw blanks. Drill the fastener holes thru the blanks and into the backing block, Drill all holes undersized to the final diameter. In the case of these fitting use a .125" drill. After the first hole is drilled, cleco the blanks to the block. Repeat this with all of the other holes. You can now cut the stack up on a band saw and sand the edges on a belt sander. I like to turn the blanks 90 degrees and finish the sanding parallel to the edge.
 |
| Roll over frame during assembly |
. When completed the roll over frame will also support the Ballistic parachute

Example of one of the fittings. If the layout is followed exactly per the print, both fittings will align regardless of the compound angle. that's the beauty of designing with a 3D cad system . all of these complicated areas can be worked out ahead of time and simplified back to a 2D drawing.
Rear Turtle deck
The rear Turtle deck is built around the roll over frame. The purpose of the Turtle deck is to aerodynamically fair the pilots width and height. The main design criteria on this structure is fabric tension. That can be quite severe. Because of this, most ultralights are built with 1 oz /yd sq Dacron fabric and are not fully shrunk
 |
| partially completed turtle deck |
The bulkheads are made with 2 lb/cu ft extruded Styrofoam sheet, Dow Corning Pink Panther to be exact!!!
They are first laid out on on a sheet of poster board , I only lay out 1/2 of a pattern at a time. The pattern is then flipped and the opposite side is made. This ensures consistency and speeds up the lay out process.
The bond between the foam and the wood initially is made with 5 minute epoxy. This is not sufficient however, and more bond shear area needs to be added. the solution is to add a Micro balloon fillet as shown in the following picture. The micro is mixed with pre-mixed Epoxy resin
 |
| Microballoon Fillet |
to a consistency of peanut butter. It is important that the Micro retain a shiny glossy surface. This indicates a resin rich condition and aids in the adhesion to the wood and foam. A wiper stick with a 1/2" radius is used to sweep the Micro.
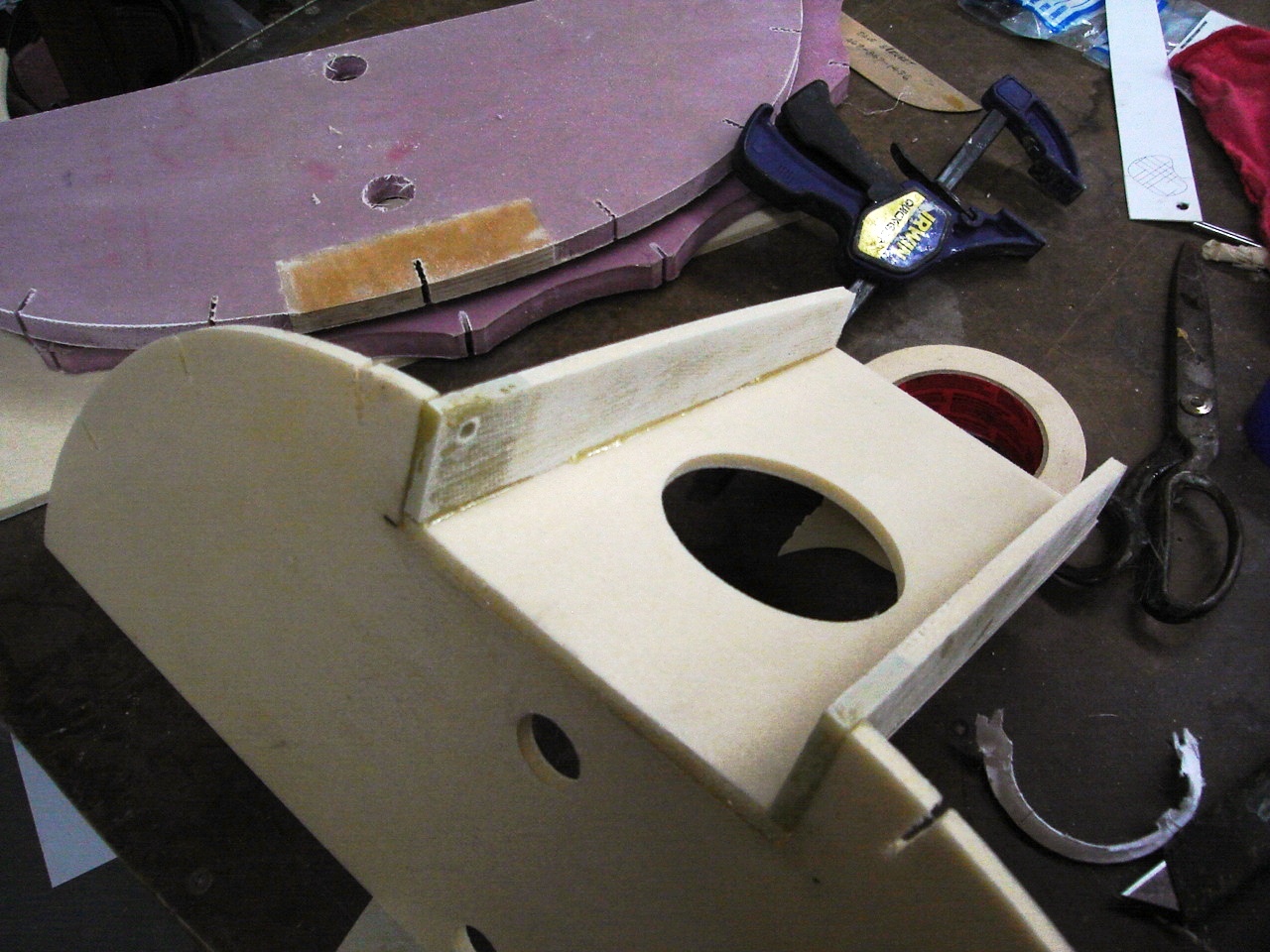
The bulkhead attaches to the roll over frame and must be beveled to match the final surface of the turtle deck. The pattern of the bulkhead is laid out at the rear edge, so when sanding a bevel, that edge is left intact.
 |
| Turtle deck with beveled bulkhead and fairing strips |
The fwd face of the bulkhead will get one ply of 120 glass. There are two reasons for this, the bulkhead will see abuse from the canopy opening and closing and the fabric will put a great deal of bending load on this bulkhead. The final step in the completion of the turtle deck will be to add the plywood fabric transition edge. This is mostly cosmetic. The surface of the fabric needs to transition to the curved edge of the bulkhead. The fabric will be a straight line segment between the fairing strips, so a smooth transition needs to occur at the ends. I first saw this technique on Neal LaFrance's Culver STF and his V-Witt racer.

The fabric transition fairing starts by making a template with poster board. The drawing gives coarse dimensions regarding the width and inside radius, but does not attempt to layout an actual full size flat pattern. There are just too many build variations to be able to do this. Make a full size template for this part. The fairing strip is made from .032 Birch plywood. The fairing strips are made from .125" x 1.25" straight grain Popular, Fir or Pine. I chose not to use Aircraft spruce because of the cost and the fact that these strips exceed 109" and will have to be spliced.
 |
| View looking aft |
Careful selection at a good lumber Get good results.
As shown in this view, the roll over frame also becomes the support for the seat head rest.
 |
| Completed turtle deck. Total weight of Deck and frame is 2.1 lbs |